什么是 PCB 板切割?
PCB 板切割是指从用于同步制造的较大面板上移除单个印刷电路板 (PCB) 的工艺。此工艺是 PCB 制造中的关键步骤,因为为了提高效率,PCB 通常在包含多块板的面板中生产。在制造过程完成后,这些单独的电路板需要进行分离或切割,以用于其预期用途的电子设备。
PCB 的材料、厚度和成分正在经历技术变革,促使人们从传统的机械切割和板切割方法转向基于激光的工艺。但并非所有用于 PCB 板切割的激光器都是一样的。各种激光器在切割特性和质量方面存在明显差异,特别是在热影响区 (HAZ) 方面。这反过来又会影响工艺利用率,因为它决定了 PCB 上的电路间距,并且还会影响电路功能和下游工艺,例如防水或 EMI 屏蔽。本文档介绍了 Coherent 高意开发的新型纳秒激光器和相关切割工艺,与其他现有产品相比,该激光器能够显著减小激光 PCB 板切割过程中产生的热影响区 (HAZ)。
絶えず変化するレーザー板切断のニーズ
スマートフォン、各種ウェアラブルデバイス、VRデバイス、自動車用センサー、ホームオートメーション機器などの小型電子機器市場は絶えず拡大しており、これに伴い、より高密度で高性能なPCBへの需要が直接的に高まっています。これらの機器は、従来のマイクロエレクトロニクス機器に比べ、サイズがさらに小型化され、構造がより複雑になっているだけでなく、消費者のニーズに応えるため、より高いエネルギー効率(バッテリー寿命の延長)と低価格化が求められています。
これはPCB技術の分野において、従来の基板の薄型化、フレキシブル回路の大規模な採用、導電層の厚み増大、そして低誘電率材料の活用拡大(特に5G技術に適している)など、さまざまな潮流を生み出しました。また、製造プロセスの稼働率向上やコスト抑制も考慮されています。具体的には、パネル上の基板間隔を狭めることで、生産能力を向上させるというものです。
基板の切断においては、これらすべてにおいて、切れ口の幅を継続的に狭め、寸法精度を高めることが求められます。切断位置とPCBの機能領域との距離を縮めるためには、切断工程が周囲の材料や回路に、機械的応力や発熱といった影響を与えないことも必要となります。さらに、破片の発生を最小限に抑えることも求められ、そのためには後工程での清掃が必要になる場合があります。
こうした要件の制約により、溝切り機、のこぎり、型抜き、パンチング、エッチング、ピザカットなどの従来のPCB基板切断方法の実用性と費用対効果は大幅に低下しました。これがレーザー切断の発展を後押しし、前述のほぼすべての分野において、切断速度は通常低下するものの、レーザー切断の導入によって多大なメリットがもたらされています。
レーザー切断について
レーザー板切断技術はすでに長い間実用化されていますが、さまざまなレーザー技術を理解し、区別することは非常に重要です。最初に実用化されたのは二酸化炭素レーザー()で、これは遠赤外線レーザーを放射します。この技術は、多孔質の材料を加熱することで切断を行い、その過程で顕著な熱影響部が生じます。また、波長の短い紫外線と比較して、このレーザーの波長は長く、集光されたスポットサイズは紫外線ほど小さくできないため、切断幅が広くなることを意味します。
十多年前,二极管泵浦固态 (DPSS) 纳秒脉冲宽度三倍频激光器开始出现,为 PCB 板切割提供了实用的激光源。这种激光器可以提供具有足够脉冲能量的紫外线 (355 nm) 输出,从而通过相对较“冷”的烧蚀工艺来去除材料。也就是说,相比于 CO2 激光器,这种激光器的热影响区要小得多(但仍然很明显),并且碎片和重铸材料的产生量也大大减少。市售光源的脉冲能量和重复频率能够实现以经济实用的进给速度进行切割,尽管速度比起二氧化碳激光器还是慢一些。下表总结了该技术的主要优点。
メリット |
解説 |
機械的精度 |
切断の寸法精度は非常に高く、切断幅も狭い。これにより、PCB上の微細な構造の切断精度が向上する。 |
応力なし |
切断工程そのものは振動や摩擦を発生させず、PCBの機械的変形や層間剥離を引き起こすこともなく、残留応力も生じません。したがって、切断工程によってその後の不具合が生じることはありません。 |
HAZ 低 |
紫外線レーザーアブレーションプロセスに固有の「低温」特性により、基板の大幅な変形を防ぎ、短路の原因となり得る配線の溶融を回避できます。このプロセスでは発生する破片が極めて少ないため、後工程での洗浄が不要であり、同時にその後の回路故障の可能性も大幅に低減されます。このプロセスは、組み立て済みの基板の切断にも適用可能です。 |
操作の柔軟性 |
レーザービームは、コンピュータ制御によって移動する慣性のないツールであり、その出力を迅速に変化させることができます。これにはいくつかの利点があります。まず、レーザービームはほぼあらゆる形状の切断が可能であるため、PCB設計者は従来の切断方法では考慮しなければならなかった形状上の制約から解放されます。次に、ソフトウェアによって切断パターンを制御できるため、柔軟かつ機敏な製造プロセスを実現し、短期間の製造でもコスト効率を高めることができます。最後に、レーザー出力は可変であるため、単一のツールで切断以外にも、マーキング/彫刻や金属のアブレーションなど、さまざまな加工を行うことができます。 |
特定の材料に依存しない |
ほぼすべてのPCB材料は紫外線を大幅に吸収します。そのため、このプロセスは、従来の銅張フレキシブル積層板、フレキシブル材料(厚い導電層を含む材料も含む)、および各種低誘電率材料など、ほぼすべてのPCB構造に対応可能です。 |
表 1:基于紫外激光的 PCB 切割的主要特点和优势
AVIA LX 和 Coherent 高意激光板切割技术的最新进展
レーザー板切断技術には多くの明らかな利点があるものの、PCBメーカーは、冒頭で述べた市場からの寸法、材料、コストに関するますます厳しくなる課題に対応するため、この技術の潜在能力をすでに最大限に活用している。特に、熱影響域のさらなる縮小と破片の発生抑制、ならびにナノ秒パルス幅のUV DPSSレーザーによる切断品質の向上は、現在注目されている開発分野である。
为了帮助实现这一目标,Coherent 高意的应用研究探索了使用纳秒脉冲宽度、高脉冲能量、UV DPSS 激光器 (AVIA LX) 切割各种 PCB 材料和材料组合的结果和工艺空间。基于这项工作,Coherent 高意团队开发了一种新的 PCB 切割方法,该方法已被证实可以减小热影响区、提高切割边缘质量、减小切口宽度并提高生产量。
该技术的一个关键要素是一种专有方法,用于控制传送到工作表面的激光脉冲的时间和空间定位,同时避免产生热积聚。由于这种方法不存在热损伤,因此在切割较厚的材料(1 mm 及以上)时可以使用具有更高脉冲能量的激光。
使用更高脉冲能量的优点在于无需采用那些用于切割较厚材料的传统方案。具体来说,就是进行反复横向划线来获得“V 形槽”。在进行高纵横比切割时,“V 形槽”几何形状可以确保光束穿透材料,避免中途被阻断。这会降低其功率,从而限制烧蚀效率。然而,将 AVIA LX 与这种新颖的脉冲定时方法相结合,就可以利用高达约 400 μJ 的脉冲能量沿着同一条线重复划线(无横向位移或“V 形槽”)。这样,切割速度会更快并且切口宽度显著减小。
高いパルスエネルギーは、加工面のレーザー集光公差も増大させます。具体的には、低パルスエネルギーのレーザーを使用する場合、材料を貫通する際にビームの焦点を移動させる必要があります。これにより、切断が進むにつれて、常に切断深さにおいて小さな集光スポットサイズを正確に維持できるようになります。これは、材料のアブレーション閾値を超えるのに十分なレーザーフラックスを得るために不可欠な措置です。しかし、これを実践するにはPCBを移動させる必要があり、これにより工程が遅くなるか、あるいは(集光機能を備えた)3軸スキャナーを使用することになり、装置のコストと複雑さが増すことになる。
AVIA LX 、レーザーをPCBの中央の一点に簡単に集光して切断することができます。これは、レーザーが十分に集光されていなくても、そのエネルギー密度が材料をアブレーションするのに十分であるためです。この方法の利点は、切断速度が速くなること、そしてシステムの複雑さが軽減されることです。
下面的照片中采用两种方式对带有铜迹线的 1.6 mm 厚 PCB 进行切割,一种方式是采用可用于此应用的商用 UV DPSS 激光器类型,另一种方式则采用 AVIA LX 和上述新方法,通过比较二者的结果展示了改进效果。结果显示,采用这种技术处理的电路板具有更干净的切割边缘,并且铜迹线的切割边缘得到了显著改善。
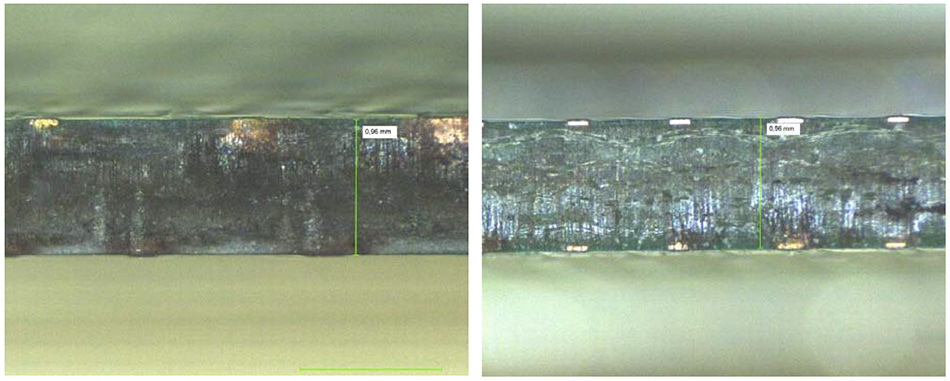
图 1:切割 1.6 mm 厚 PCB 得到的横截面,左侧为使用竞争对手的 UV DPSS 激光器的效果,右侧为使用具有全新 Coherent 高意切割工艺的高脉冲能量 UV DPSS 激光器 (AVIA LX) 的效果。后者的边缘质量更好,铜迹线切割效果更干净。
下一组图像展示了利用 Coherent 高意方法实现更小的切口宽度。
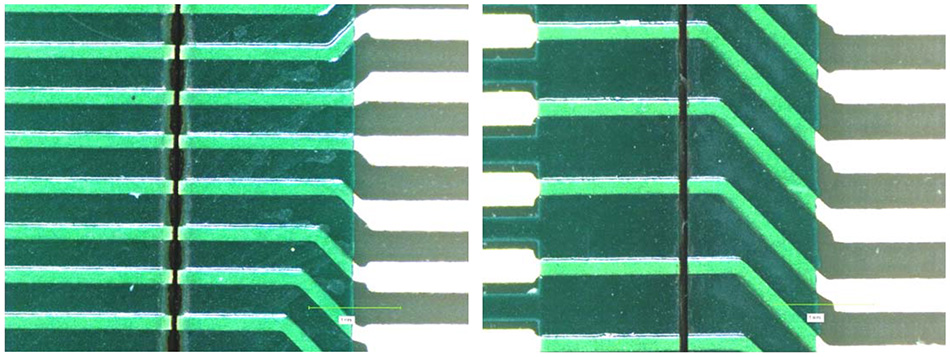
图 2:切割 0.95 mm 厚 PCB 的俯视图,左侧为使用竞争对手的 UV DPSS 激光器的效果,右侧为使用高脉冲能量 UV DPSS 激光器 (AVIA LX) 的效果,后者的切口更窄并且更加均匀一致。
次の写真では、AVIA LX ガラス繊維層を含む多層PCBのAVIA LX 、破片の発生を大幅に低減し、溝幅を狭め、熱影響領域を著しく縮小AVIA LX を紹介しています。
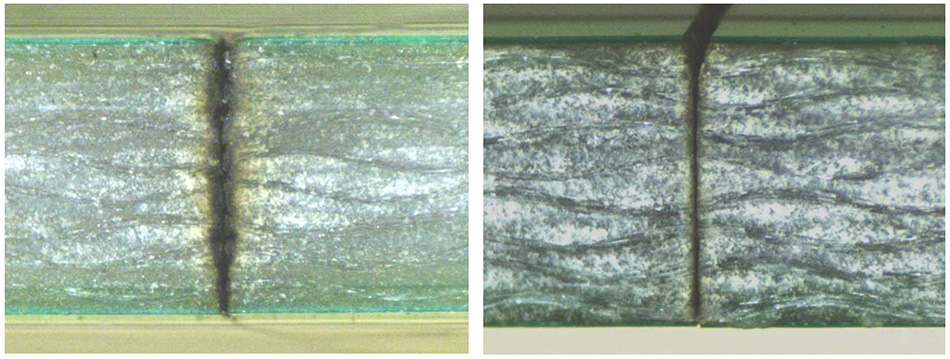
图 3:切割 1.6 mm 厚多层 PCB(带玻璃纤维层)得到的横截面,左侧为使用竞争对手的 UV DPSS 激光器的效果,右侧为使用具有全新 Coherent 高意方法的高脉冲能量 UV DPSS 激光器 (AVIA LX) 的效果,其沟槽通道更窄并且热影响区更小。
従来、ポリイミドやEMIシールド箔をレーザー切断する際、熱影響域が広いため、切断線に層間剥離が生じることがありました。このような場合、材料の損傷を防ぐために、より低いパルスエネルギーを使用する必要がありました。しかし、前述のパルス方式を採用することで、熱の蓄積を解消しつつ、熱影響域と切断幅を縮小することが可能です。これにより、下流工程の生産能力が向上し、ひいては製造コストの削減につながります。
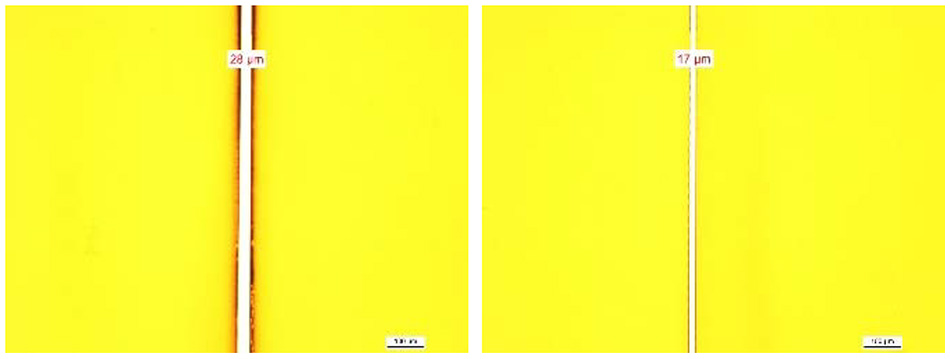
图 4: 100 μm 厚的聚酰亚胺箔的俯视图,左侧显示了使用竞争对手的 UV DPSS 激光器实现的切割结果,具有较宽的切口和较大的热影响区。右侧显示了使用 Avia LX UV DPSS 激光器实现的切割效果,其沟槽通道更窄并且热影响区更小。
最后一组照片展示了使用 Coherent 高意脉冲方法可以减小热影响区并提高生产量,但在处理柔性 PCB 时脉冲能量较低。
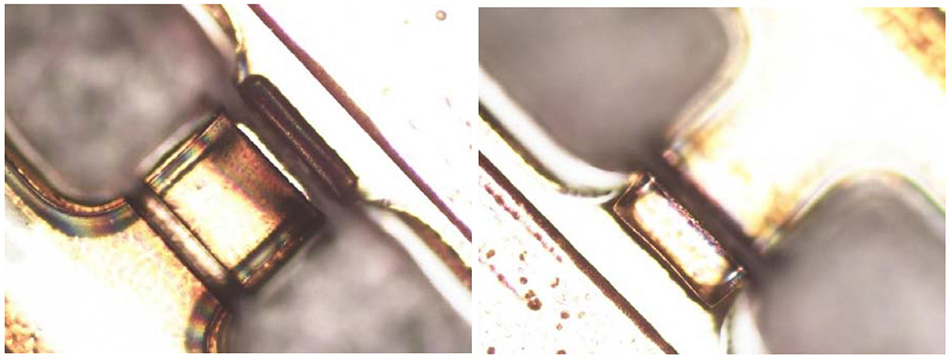
图 5. 切割 0.13 mm 厚 FPCB 的俯视图,左侧为使用竞争对手的 UV DPSS 激光器的效果,右侧为使用高脉冲能量 UV DPSS 激光器 (AVIA LX) 的效果,其热影响区更小,同时切割速度更高(13 mm/秒,前者为 11 mm/秒)。
実用的な高パルスエネルギーDPSS紫外線レーザー
在实际生产中,要对传统的厚 PCB 材料实施 Coherent 高意脉冲控制方法,所采用的 UV DPSS 激光源需要比以往的市售产品具有更高的脉冲能量。为了满足这一需求,Coherent 高意开发了 AVIA LX,这是一款 20 W(355 nm)固态纳秒脉宽激光器,可产生高达 500 μJ 的脉冲能量。
详细了解 Coherent AVIA LX。